| 2018年6月30日(土) |
| 300mm手押しかんな盤の製作(Part12) |
| ベルトカバーをバンドソーで切り出し取り付けました。内側はスピンドルサンダーで仕上げました。上のカバーは塩ビの透明なパネルを使いました。これでベルトが回っている状況を確認できます。 |
 |
 |
 |
|
|
| 2018年6月29日(金) |
| 300mm手押しかんな盤の製作(Part11) |
| フェンスを20mm厚の化粧合板で作りました。後ろテーブルの出っ張り部分にも鉄板を取り付けてテーブルと同じ高さにします。ボルトを立ててノブでロックできるようにします。フェンスの直角を確認して出来上がりです。 |
 |
 |
 |
|
|
| 2018年6月28日(木) |
| 300mm手押しかんな盤の製作(Part10) |
| かんな盤を乗せる台を2x4材で作りました。可動出来るようロックできる車輪を取り付けています。それからカンナ屑が真下に落ちるよう仕切り板を取りつけました。刃とテーブルの隙間もあるので、プラスティック板で隙間をふさぎました。この結果カンナ屑を箱で上手く回収することが出来るようになりました。下に置く箱もラッパ状に改造してカンナ屑をより多く回収できるようにしました。 |
 |
 |
 |
 |
|
|
| 2018年6月27日(水) |
| 300mm手押しかんな盤の製作(Part9) |
| 後ろテーブルはフェンスを固定する出っ張り部分が必要になります。テーブルソーで途中まで切って後は、手引きの鋸で切りました。2枚接着した後、4本のボルトをねじ込みます。垂直に入るよう木片を使って垂直にボルトが入っていくようにしました。ボルトにはダブルナットを取り付け回しています。本体に取り付け刃の高さと同じ高さになる様ボルトのナットで調整します。フロントテーブルとの平行も出します。 |
 |
 |
 |
|
|
| 2018年6月26日(火) |
| 300mm手押しかんな盤の製作(Part8) |
| モーターとインバーターを接続してモーターが回るようにしました。ベルトが宅急便で届いたので、最終的なモーターの取り付け位置を決め、底板にボルトを通しました。ボルトが空回りしないよう、6角形の頭の形をノミで掘ります。棒をてこの様にしてモーターを押して上からナットを締め付け、ベルトにテンションをかけます。モーターを回してみると、問題なくカッターヘッドも回りました。 |
 |
 |
 |
|
|
| 2018年6月25日(月) |
| 300mm手押しかんな盤の製作(Part7) |
| フロントテーブルは18mm厚の合板を2枚重ねで接着しました。ロングリーチクランプを使い中央部分もクランプしました。テーブルにはさらに3.2mm厚の鉄板を乗せます。この状態で左右のテーブルとカッターヘッドの刃が同じ高さになっているかどうか確認します。ずれていたので、ルーターでテーブルの裏側を削って調整しました。 |
 |
 |
 |
|
|
| 2018年6月24日(日) |
| 300mm手押しかんな盤の製作(Part6) |
| 平行四辺形の昇降のためボルトを板付きナットに通して外側からボルトを回すとテーブルが上下するようになります。ハンドルは木工旋盤で挽いて10mmのボルトに固定しました。ハンドルを回して問題なく上下することを確認しました。回転数と上下の移動量は比例しません。あとでデジタルゲージで高さを直読できるようにします。 |
 |
 |
 |
|
|
| 2018年6月23日(土) |
| 300mm手押しかんな盤の製作(Part5) |
| 4本の脚を横につなぐ横板に9mmの穴をあけます。この穴も完全に同じ位置、等間隔にあける必要があります。J字型の冶具を作りこの出っ張り部分に横板を当てて同じ位置に穴をあけることが出来るようにしました。平行四辺形機構を組み立て側板に乗せて、試してみます。問題なく動いて上下します。上の2本の鉄棒の間に補強用の板を取り付けました。 |
 |
 |
 |
 |
|
|
| 2018年6月22日(金) |
| 300mm手押しかんな盤の製作(Part4) |
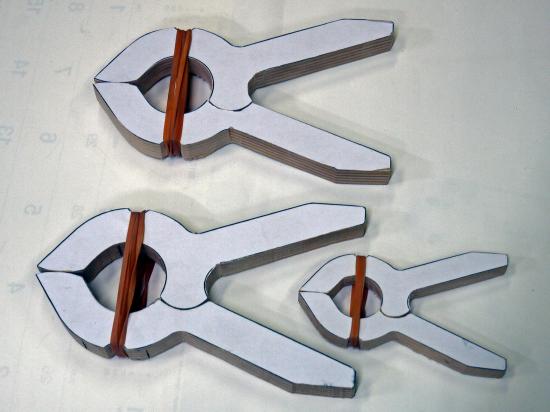
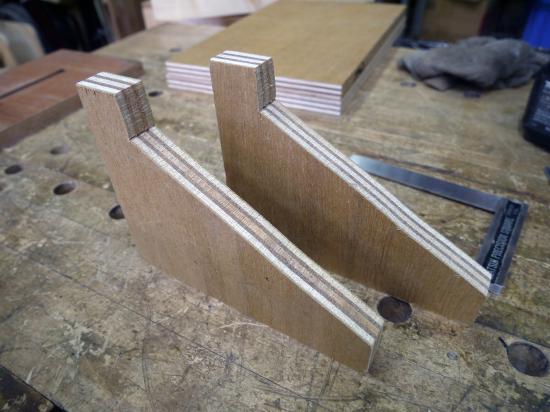
| フロントテーブルを上下に昇降させる、平行四辺形機構の4本の脚を作ります。9mmの鉄棒を通しますが、4本の脚の穴の位置が完全にあっている必要があります。そこでまずテンプレートを作ります。外形はあまり重要ではなく穴の位置だけが重要になります。テンプレートに穴をあけた後、このテンプレートを合板の上にねじ止めしてボール盤で穴をあけていきます。このテンプレートを使ったことにより、4枚の板の同じ位置に穴をあけることが出来ました。鉄棒を4枚の板に通して確認しました。 |
 |
 |
 |
|
|
| 2018年6月21日(木) |
| 300mm手押しかんな盤の製作(Part3) |
| 本体の側板は2x8材を使いました。モーターのプーリーを通す穴をルーターとボール盤を使ってあけました。モーターとカッターヘッドを所定の場所に置いてプーリーが一直線になるようにします。そしてベルトの長さを紐を使って測りました。周長が分かれば、6本溝なので品番が決まります。6PK775をMonotaroに註文しました。 |
 |
 |
 |
|
|
| 2018年6月20日(水) |
| 300mm手押しかんな盤の製作(Part2) |
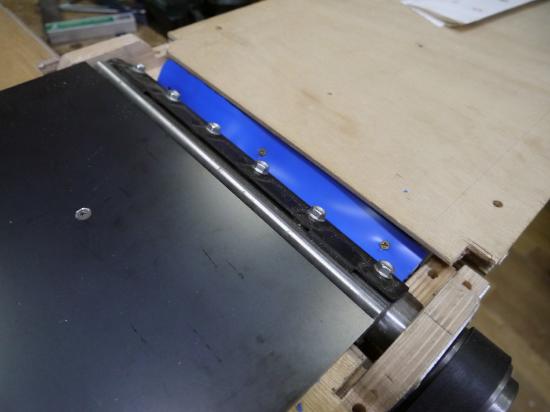
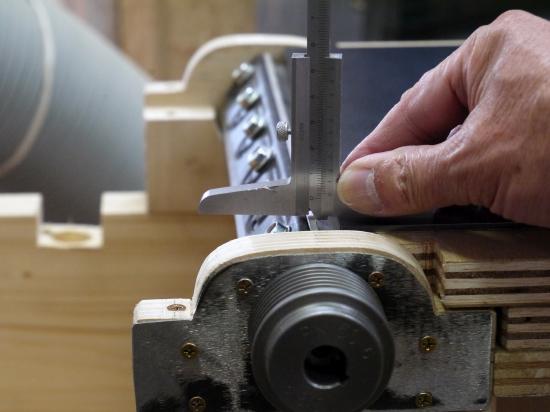
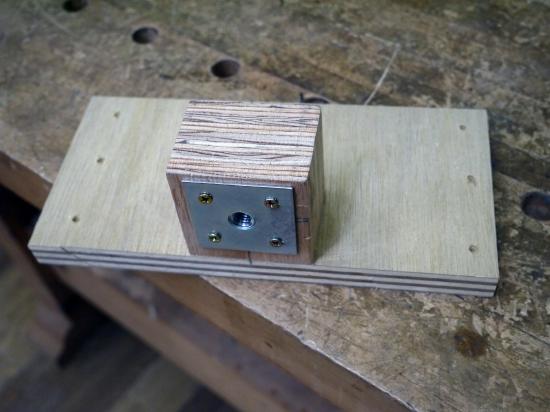
| モーターからカッターヘッドに動力を伝えるベルトは、普通のVベルトではなく駆動力の強いVリブドベルトPK型を使いました。6本溝にしました。ベアリングの軸受けは18mm厚の合板を2枚重ねで作りました。プーリー側はベアリング押さえとして鉄板を取りつけました。カッターヘッドを回してみるとスムーズに動きます。 |
 |
 |
 |
|
|
| 2018年6月19日(火) |
| 300mm手押しかんな盤の製作(Part1) |
| 手押しかんな盤は現在リョービのHL-6という幅150mmまでの物を使っています。精度よく削れるのですが、欠点は幅が150mmまでしかできないので、少し幅の広い物になると削れなくなります。また非常にやかましいのです。騒音計で音圧を測ると100db以上になっています。耳栓なしでは使いずらいかんな盤です。自動カンナ盤はDIY用でも300mmの幅まで削れますが、手押しかんな盤は幅広のDIY用は売られていません。そこで自作することにしました。自作するにあたってはMatthias Wandelさんのサイトを参考にさせていただきました。カッターヘッドは、マキタの2012NBという自動カンナ盤の物を使うことにしました。マキタでは保守部品としてこのカッターヘッドを販売しています。土浦の販売店へ行って展開図を見せてもらい、このカッターヘッドを購入しました。注文すると次の日に販売店に到着します。上の押さえ板も一緒に購入して、税込み22,140円でした。 |
 |
 |
 |
 |
|
|
| 2018年6月18日(月) |
| ステップアップトランスのコンセント交換 |
| Skilsawのコンセントはアースピン付きなので、ステップアップトランスのコンセントに差すことが出来ません。そこでアース付きのコンセントをジョイフル本田から買ってきて交換しました。簡単に交換できましたが、ステップアップトランスに青いスプレーが付いていたので、シンナーでふき取りきれいにしました。 |
 |
 |
|
|
|
| 2018年6月17日(日) |
| テーブルソー用ステップアップトランス |
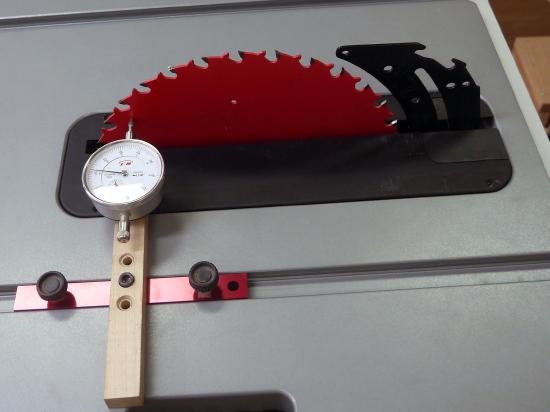
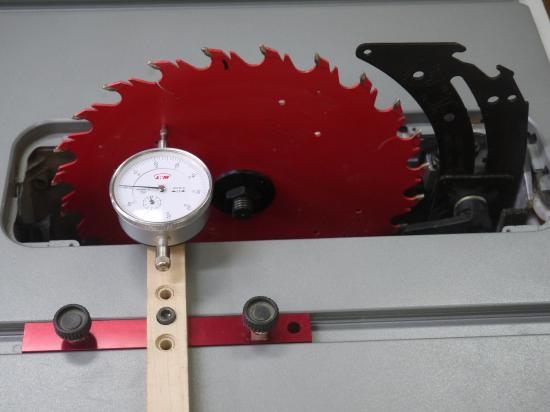
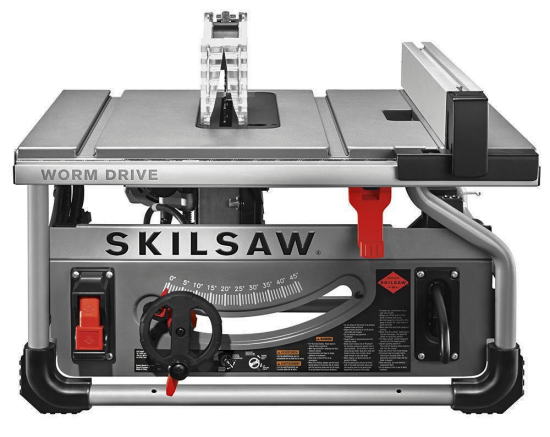
| テーブルソーはアメリカで売られている物なので、電圧は120Vです。100Vで使うと回転数が電圧に比例して下がります。デジタル回転計で回転数を測ると100Vでは、4,289RPMでした。ステップアップトランスで120Vに昇圧すると回転数は5,212RPMになりました。定格は5,300RPMなのでほぼ定格通りの回転数になっています。これで切ってみるとやはり120Vの方がパワフルです。従ってこのステップアップトランスを入れて使うことにします。 |
 |
 |
|
|
| 2018年6月16日(土) |
| テーブルソー送りテーブルの取付 |
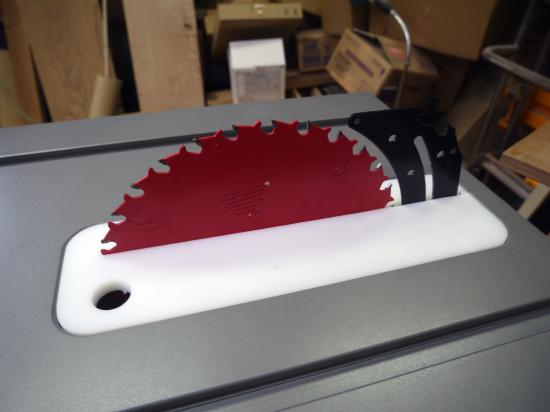
| テーブルソーで板を切っていると、奥にテーブルがないのでワークが落ちてしまいます。鋸刃の後ろ側から早く通り過ぎたいので、ワークが落ちても押していきます。しかしワークが落ちるのは嫌なので、送りテーブルを取りつけました。面積が狭いので機能は限定的ですが、無いよりは便利に使えます。 |
 |
 |
|
|