

2013年5月5日
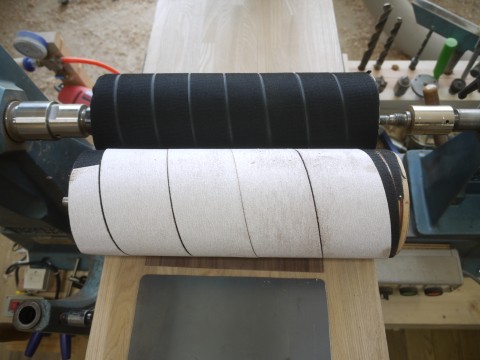
サンドペーパーは#80を取り付けました。ワークの薄板はブラックウォルナットです。旋盤の前から挿入するので、通常の回転方向だと薄板が飛んでしまうので、旋盤の回転方向は逆転です。ハンドルを3/4回転ぐらい回してテーブルを上げます。これで削っているところが左下の動画です。
ドラムにはサンドペーパーの番手を書いておきます。
厚みの違う薄板を何枚か作ってみました。1mm程度の物も問題なく出来ます。


心棒とコレットチャック
このドラムサンダーの特徴は、ドラムを交換できることです。その為には毎回芯が出るようにコレットチャックを使い、心棒も真円にしてあります。旋盤の主軸に取り付けることが出来るコレットチャックはVermecなどから発売されていますが、意外と高価です。その代わりですが、主軸に挿入できる2MTの長い鉄棒が売られています。こちらはDno Pencilのサイトから購入できます。
昇降機構のハンドルを1回転させると何ミリテーブルが上下するか確認するために、20mm厚ぐらいの板を入れてテーブルを上げます。この状態で板を外して、テーブルがディスクに接触するまでのハンドルの回転数を数えます。55回転で20mm動いたので、1回転では0.36mmテーブルが上下します。
Vermecのコレットチャックセット ↓

右下の写真はDon Pencilの多目的チャックですが、壺などの底を挽くときに使うことを想定しています。しかし長さが14”(356mm)と18”(457mm)の2種類があり、ドラムサンダーの心棒として使うことが出来ます。長さは主軸に挿入する2MTの部分を含んでいません。この棒だと常に芯を出すことが出来るはずです。コレットチャックを買うお金でこの棒を3本は買えるはずです。









プッシュプレートの製作
ワークを押すプッシュプレートを作りました。1.5mmの鉄板にハンドルを、瞬間接着剤で取り付けたものです。1.5mmより薄い物をやる場合は、別の物を準備する必要があります。

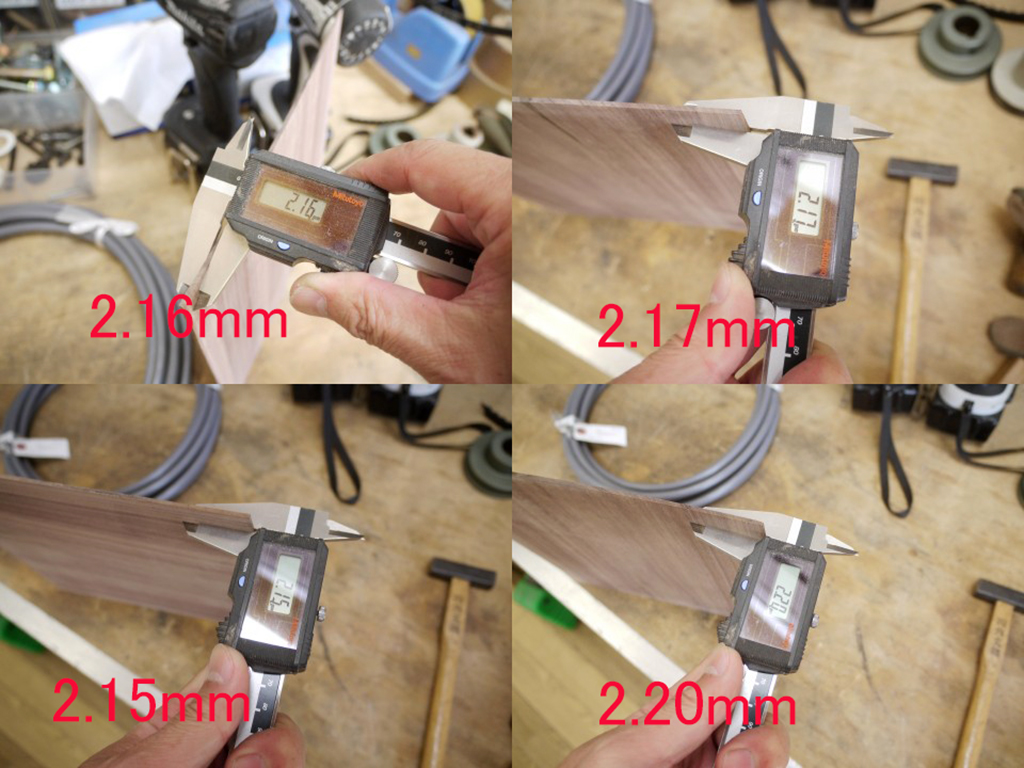
使用結果




ドラムサンダーを通した後の板の四隅の厚みを測ってみたところ、最大で0.05mmの差でした。期待以上の結果でした。
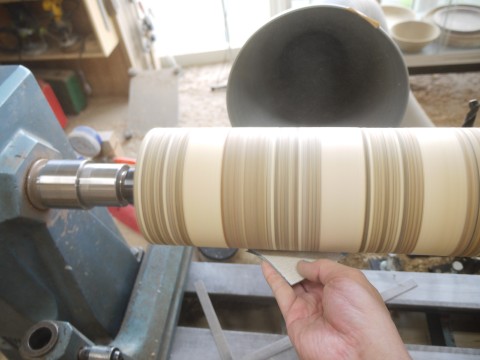
ガウジで挽いていきますが、全体を平らにする必要があります。スケールを当てて平坦かどうか確認します。微調整はサンドペーパーで行います。平坦であれば傾いていても台の固定で解消できるのでOKです。

マジックテープを取り付けて2個目のディスクが出来あがりました。いずれもφ125mmに仕上がりました。
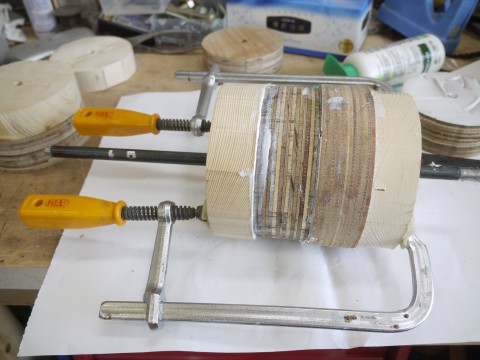
追加ドラムの製作
バンドソーで切り出した円盤をシャフトに取り付けていきます。円盤には接着剤を塗り、クランプで締め付けます。1日放置した後挽いていきます。