
2015年11月30日







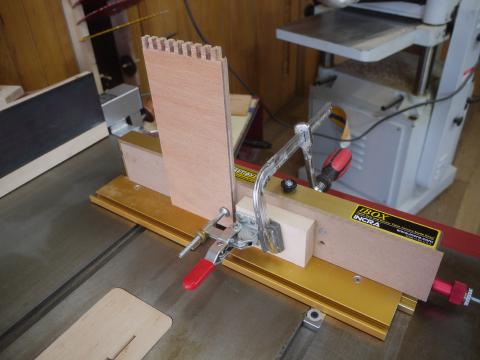
右の写真はインクラのBox Joint Jigです。メーカー製でアラレ組のピッチを可変することが出来ます。メーカー製なので精度が良いと思いましたが、いまいちです。下は自作のアラレ組治具でこれも可変ピッチになっています。一般的に良く作られているキーを使った治具は、ピッチが固定になってしまいます。しかもキーとビットの間隔を正確にあわせる必要があり、調整に時間がかかってしまいます。今回自作した、長ネジを使ったボルト駆動の治具は、可変ピッチで調整の必要がまったくありません。鋸刃とルータービットの切り幅だけが問題になります。狙った幅に切ることが出来れば、精度の高いアラレ組が出来ます。






フェースインサートはネジで交換できるようにして取り付けました。治具本体は鋸刃に対して直角になるようスコヤを使って直角を出し、テーブルソーのランナーを取り付けました。


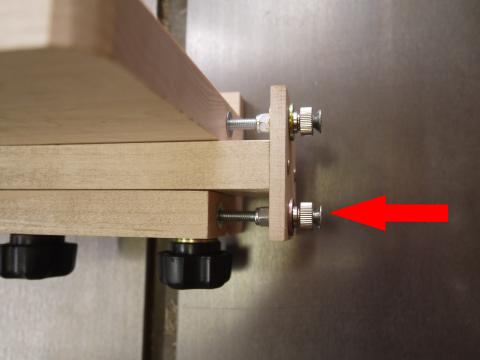
下の写真のようにボルトを支えるため左右に板を立ててボルトを通すと完成です。ボルトをまわすハンドルを右側に取り付け、左側には回転数を正確に数えることが出来るようカムを取り付けました。











製作開始
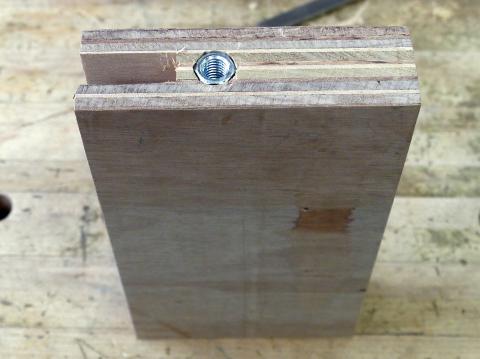
治具の製作開始です。構造的にはそれほど複雑ではありません。スライドして左右に動く板に溝を切り、ボルトを通す穴をあけます。その穴に高ナット(長さ50mmぐらいの長いナット)を叩き込みます。次にスライド板の下のレールを作ります。レールには滑りを良くする為にろうそくをこすり付けました。

ボルト駆動の原理
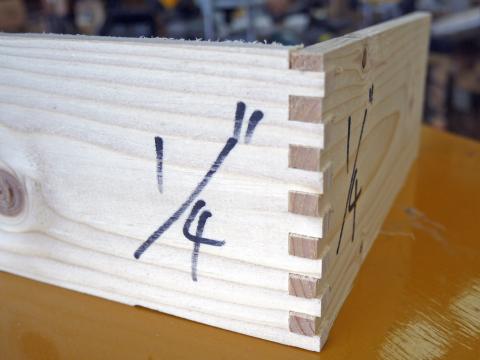
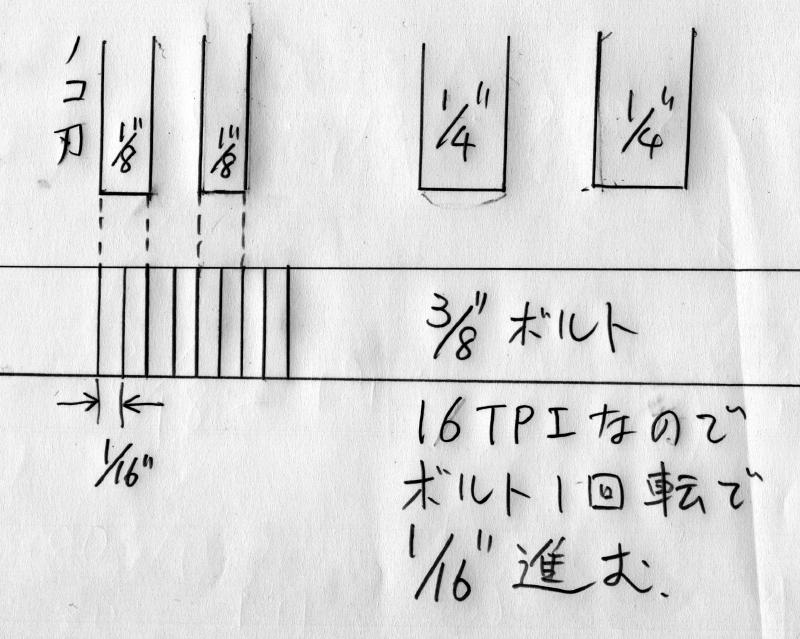
鋸刃またはルータービットが1/8"の場合、ボルトに取り付けた台にワークを取り付けておけば、4回転させることで次の部分をカットできます。3/8”のボルトのピッチは16TPIなので1回転させるとネジは、1/16"進みます。1/4"のビットの場合は、切った後、8回転させてから切ります。1/8”の鋸刃を使ってカットする場合、1/8"以上で1/16"刻みでピッチを変えることが出来ます。
完成
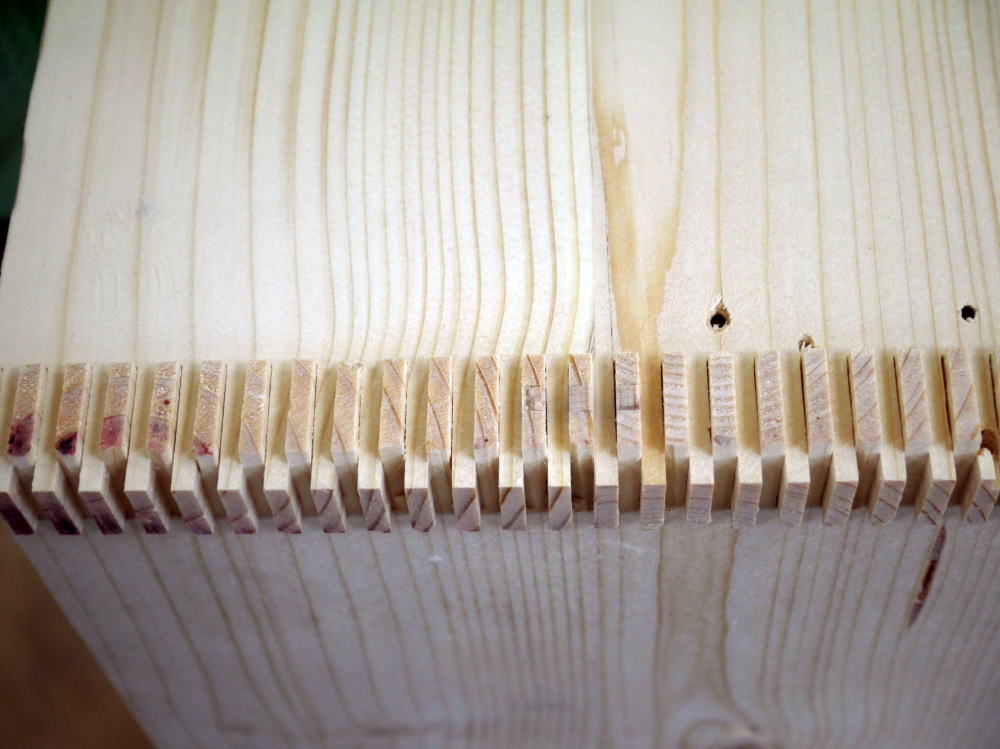
早速試し切りをやりました。一切調整するところはありません。回転数を間違わずにまわすだけです。1/8"の鋸刃を使って切って見ました。まず鋸刃にワークの右側を当てて、クランプします。長手板はその状態から4回転させて切ります。切っては4回転を繰り返します。妻手板は鋸刃にワークの右側を当てから2回転させて切ります。それからはすべて4回転で切っていきます。
下の写真をクリックすると切っているところの動画を見ることが出来ます。、
色々なピッチを自在にカットできます。また今まで使った治具に比べると精度を出すのが簡単です。問題は鋸刃とルータービットが規格通りの切り幅になるかどうかです。一部の1/8"の鋸刃は、規格値より幅広の切り幅になることがあります。手持ちのルータービットは正確に規格どおり切れますが、鋸刃は同じメーカーでも切り幅に違いが出ています。フェンスと鋸刃の直角も正確に出しておく必要があります。