2017年10月1日
下の写真をクリックすると動画を見ることが出来ます。


製作過程
それでは各パーツの作り方など説明していきます。まずはプーリーの製作です。





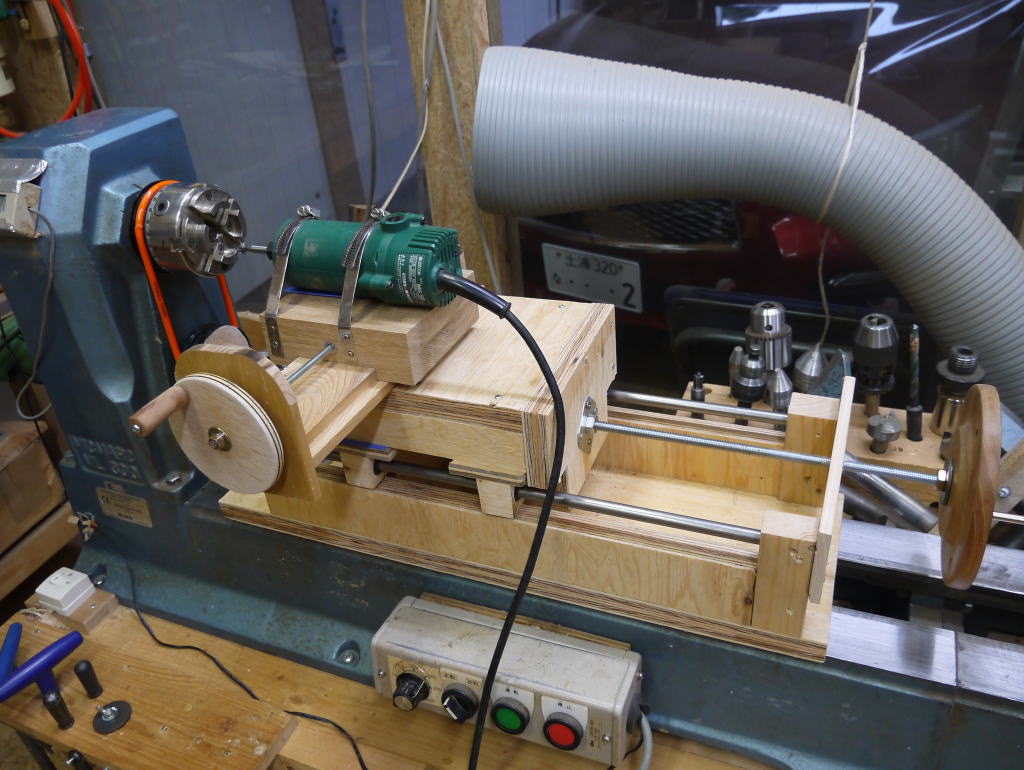
完成
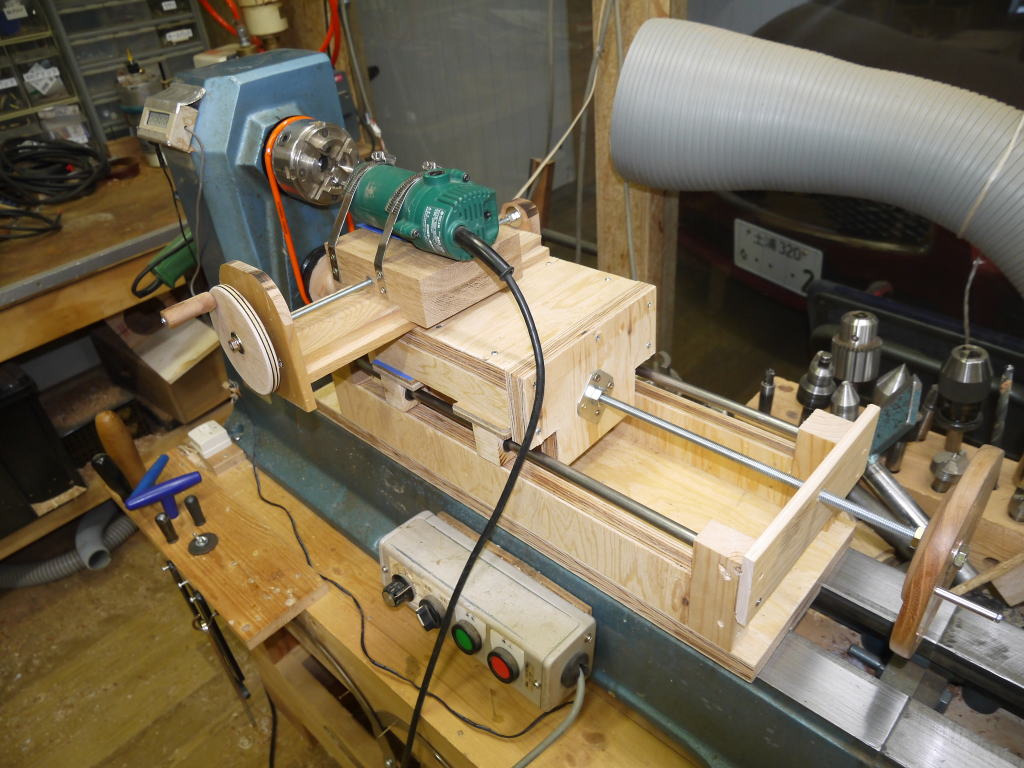
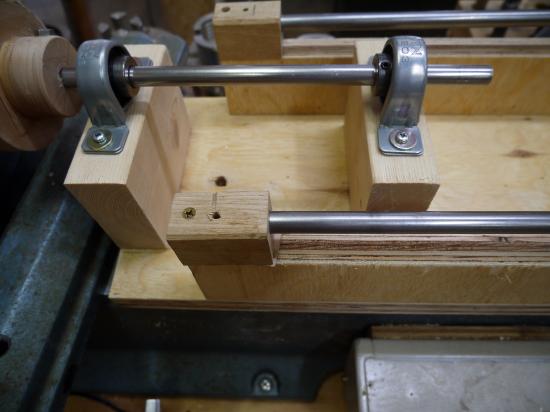
最初に完成した冶具の写真をお見せします。トリマを乗せたテーブルの下には2本の鉄棒があり、その上を直線運動するようリニアブッシュを4個使っています。テーブルの下中央には、旋盤の主軸を駆動するドライブシャフトが通っており、M10の長ねじと接手で連結しています。テーブルには板付きナットを取り付け、M10の長ねじを回すとそのピッチで、テーブルが前後します。同時にドライブシャフトに取り付けたプーリーが主軸を駆動し主軸も回ります。
ねじ切り冶具の一番の問題は芯ずれです。旋盤の上で丸くして芯が出ていたワークをチャックごと旋盤から外して、ねじ切り冶具に取り付けると、芯がずれるのです。理由は旋盤の主軸とねじ切り冶具の主軸のねじの精度が低く芯がずれてしまうのです。このままねじを切ると片側のねじが深く、反対側が浅いねじになってしまいます。この対策として静岡県のももとせ工房さんは、ワークを主軸から外さないで、ネジを切ることが出来る冶具を作られました。理屈から言えば、完全なねじを切れるので、亀城工房でも1つ作ってみることにしました。
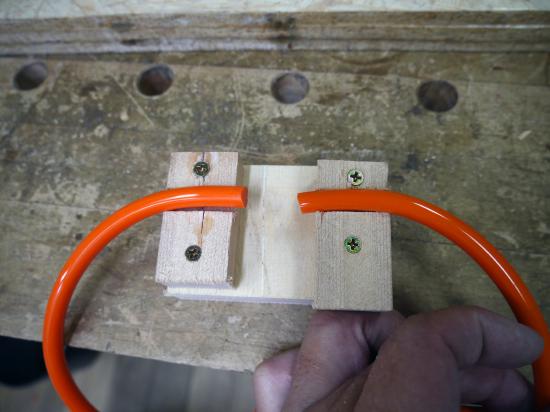
スリップ防止のため液体ゴムを塗布しました。
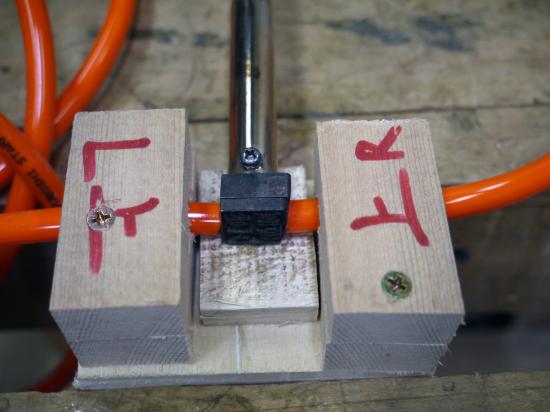
バンコード丸ベルトの溶着
自由な長さに切って溶着できるバンコード丸ベルト用の溶着冶具を作りました。焼き印用のはんだごてを使って溶着させました。


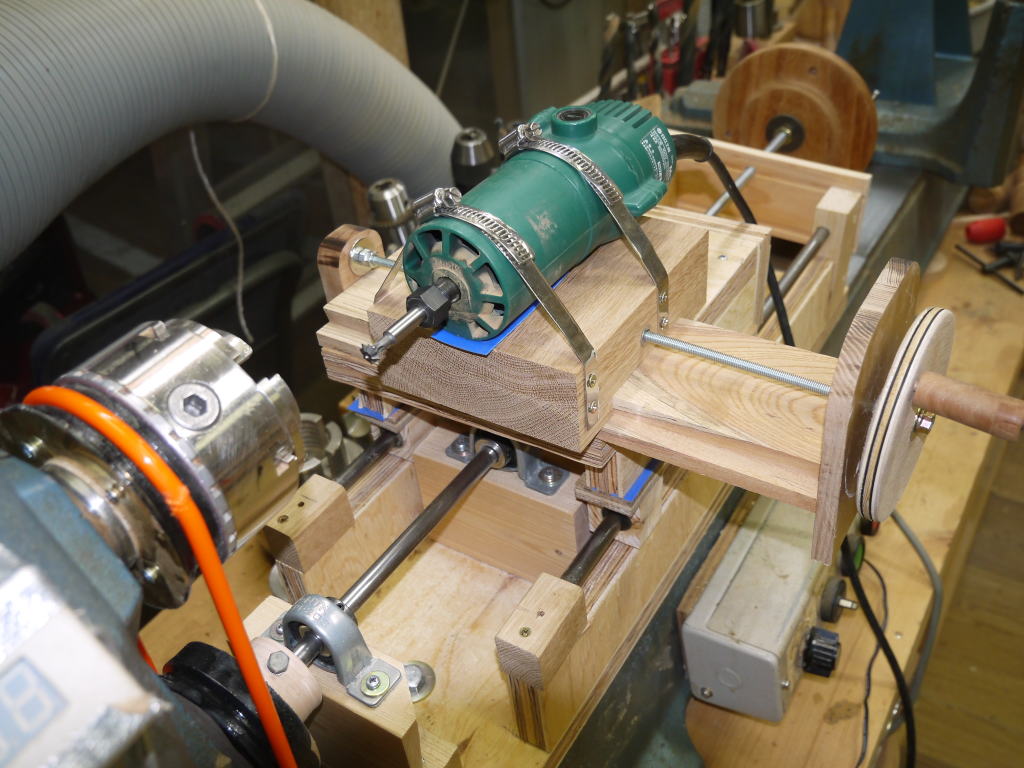
ドライブシャフトにはM10の長ねじを接手で連結しトリマテーブルには板付きナットを取り付けドライブシャフトを回すとトリマテーブルが前後に動きます。同時にベルト駆動で旋盤の主軸も回転します。M0の長ねじの端には素早く回せるよう円盤状のハンドルを取り付けました。




φ12mmの鉄棒とリニアブッシュを使って直線スライド機構を作りました。

旋盤で丸くしたワーク、芯がほぼ完全に出ている。 ねじ切り冶具に取り付けると大きく芯がずれています。






トリマの台は切込み深さを設定できるようアリ溝を切って動くようにしました。駆動用のねじはM6を使ったので、1回転させると1mm動きます。